



Your shopping cart is currently empty.
Cut, grade and freshness
Excel Dodge City was the first highly automated beef distribution operation in the world, even before computers and material tracking system and controls were very mature. This bit of pioneering in the early 1980's tested the mettle of the already tough plant engineers and operators and did not come without some pain. The vision for the software package was: (1) it would allow the operations personnel to make shipping decisions based on availability of product, and, (2) fill orders perfectly within compact and environmentally-difficult cooler conditions.
Tough-to-fill orders
Tough customer order requirements entered into this automated distribution vision. Excel had to provide the best product to match the customer's order for cut, grade, and freshness at arrival while still maintaining dynamic inbound and outbound flow.
Excel Beef management knew that postponing the decision to commit boxes of beef until the last minute was the key to successfully managing tight margins. Not knowing the beef grade until after it was processed meant there was only a day and a half of product on-hand to make decisions from. Real-time information and spontaneous, accurate handling was critical to customer satisfaction measurements and maximum margins.
The old way of working
In spite of the difficulties of technology, the Dodge City plant's original design employed an IBM Series 1 Computer and a variety of home grown controls to manage the box rate coming in from the box sealers. The plant focused the 40 box per minute material flow rate around a two step inbound sortation and accumulation conveyor system that exists today.
This first sort and accumulate allowed the plant to build stacks of single SKU boxes on 'captive' pallet boards, which it released to its AS/RS. When orders where let down from Wichita, shipping personnel reviewed available pallets of product and released them to depalletizers where a box stream released product to a shipping sortation system for loading into waiting trailers, lumped box at a time in order sequence. This process sometimes repeated itself several times for a trailer, as the right match between product availability and orders became obvious to the shipping managers.
What changed?

The nature of the beef industry changed in the 1990's. Demands for orders and order quality escalated. The grocery industry would not accept the practice of 'lumping' boxes onto the floor due to damage and labor costs in receiving. As a result, GMA pallets entered into order requirements. The days of unloading a truck and tying up limited dock doors with valuable labor were disappearing.
The need to increase capacity for the plant, along with managing a wider variety of box sizes really made the issue of how to manage the entire material handling process a serious concern for every beef plant, including the groundbreaking plant in Dodge City.
This material handling problem included Japanese export grade beef in the smaller 40-pound box size, which meant more boxes per hour to handle and a need to maintain perfect appearance.
Recent experience
Plant Management at Dodge City focused on the issues, having observed how three recently designed Excel facilities had attempted to build highly automated and mechanized production and shipping buffers to service the pallet based order systems. The other sites had utilized a light duty AS/RS and conveyors. The advantage each of the other Excel facilities had over the Dodge Plant was that they did not have an existing distribution center and could develop a detached DC building and operation on an adjacent lot.
The team also observed that previously selected equipment had not been intended to manage the highly misshapen, and often damaging 100-pound beef box. Based on the long-term investment being made, the Dodge City team felt they needed equipment that would be rugged and durable to deal with the plant and product conditions.
Goal setting
The plant team set out to work with Cisco-Eagle to develop a new material handling system to deliver pallets to the dock with the least manual interaction. The plant could not stop its material flows from production; the new shipping system would have to integrate with the plant without disrupting daily operations.
The new system needed to incorporate all the box flows from the production floor and the old material handling system while allowing the production floor to increase its capacity by 250 head a day to a staggering 47,000 boxes received from the processing floor.
Previously, fast movers (called stack-off products) were run around the old mechanized DC to optimize the demand flows to the docks. In the new system, they needed to be incorporated into the DC. In addition, a lofty goal of 100 trucks a day shipped was set, meaning that over 60,000 boxes shipped days were targeted for the design peak.
All this had to happen with near-zero downtime. Ultimately, all the equipment would need to be rugged and durable to deal with plant conditions.
Strategy
The plant team analyzed the designs, as well as evaluating the competitive design of the other plants. The data from orders and automated inbound flows seemed to indicate some balancing for performance could be gained by combining individual box storage systems with full pallet storage systems (pallet storage AS/RS). This concept had been somewhat proven from the other Excel facilities' experience.
This storage buffer design strategy would allow a mix of pre-palletized fast mover pallets (Stack-off products), already palletized to optimum height and weight, to deliver low complexity orders rapidly, direct from the U/L AS/RS.
Mixed-box orders could be pulled from a combination of flows from the mini-load box AS/RS and the existing de-palletizing station in the original building. Once sorted and released to the palletizers, an on-demand rate of up to two pallets a minute could be delivered for optimal pallet patterns and, if clients desired, stretch wrapped. These functional elements of storage, combined with the right mix of high-speed sortation and accumulation conveyors, could deliver the punch needed to achieve both the flexibility for orders, which ranges widely, along with meeting the needed rates in and out.
The last design consideration focused on shipping flexibility to meet the widely differing order instructions. Some clients still wanted lumped boxes into trucks, others stretch wrapped GMA or CHEP pallets, while still others wanted slip-sheets. To manage this complex range of needs, a pallet exchanger was added to the equipment mix to give the right final touch to the order without having to commit product ahead of time to a shipping instruction -- an ultimate flexibility.
In addition, extendable conveyors were designed in to service lumped trucks onto the new dock area. Ample consideration was put into flow paths to assure a work around for problems that had always existed.
Integration factors
The Dodge City project required good planning and perfect execution.
In particular, the physical locating of box conveyors was a huge issue; many conveyors were threaded between and into working conveyors in the original building and others needed to enter the new building at the 50-foot mark. Software needed to be able to operate the day-to-day operations while changes were finalized to bring up the new material handling systems. Phasing and testing small sections of work and sub-systems greatly enhanced the ability to complete the work without disrupting the plant operations. The Excel Plant and Cisco-Eagle project team was able to plan and execute a near perfect implementation and integration.
The final system

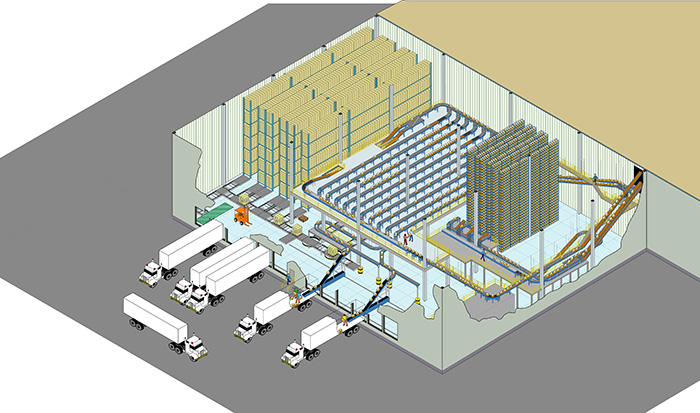
The final design, a fully integrated system, was delivered and is operating at new operational peaks. A system of Unit-load (pallet) and Mini-load (box) AS/RS and racking along with pallet conveyors were installed.
Hundreds of lineal feet of Hytrol case conveyors and sortation systems from project partner Cisco-Eagle were laid out to optimize cubic footage and provide for future changes.
Hi-speed palletizers, Lantech stretch wrappers and pallet exchangers rounded out the project team equipment selection. Custom software continued the inventory and material flow operation of the original building and allowed the new system to come up piece-meal, for testing and validation.
In the new system, boxes flow smoothly in from the original building, both from the existing material handling storage system as well as products that were just released from the processing floor. Some product migrates directly to the mini-load AS/RS box buffer while other product is being sorted and accumulated for making full pallets to go into the U/L AS/RS.
All product is monitored at specific decision points by bar code scanners, allowing the computer system to track and validate box flow.
At the dock, pallets busily come out of the palletizers, either going directly into a waiting truck, to staging areas on the dock, or straight to the Unit Load AS/RS. Bright displays adjacent to the palletizers direct the fork truck driver to a destination and verify the pallet and order data.
Similarly, the pallets from the Unit Load AS/RS come out to the pallet exchanger station where the computer dictates whether a GMA or street pallet will replace the captive board or the boxes are to be slipsheeted and placed in the truck. Some box flow goes out the extendable conveyors, tracked by up-line readers for verifying box count and accuracy.
Boxes and pallets come and go in perfect harmony, stopping only at the system output points for final handling by the shipping staff.
All dock level choreography can be observed from the elevated control room, where operations manages the corporate information for orders and shipping, along with a variety of user-friendly real-time screens for managing equipment operation and inventory screens with every imaginable piece of needed data. Visibility of available product and the ability to commit that product at the right time is the cornerstone of this project's success.
Scalability in design and implementation
The system was designed to be scalable. A third palletizer will come online soon. The original design had protected a spot for that equipment, with the thought that a mixed box build order would be accumulated in the new building sortation lanes and released to the palletizer to service optimum cubed, palletized product. The Retrotech software will accommodate the sequencing and release of products to assure properly built pallets based on box size and weight.
Other future additions may include the 'build out' to the maximum quantity of mini-load AS/RS aisles that were considered in the original layout and perhaps some additional pallet exchangers for Stack-off products.
The outcome
The delivered system design was targeted as a capacity-based system design where the sum of the parts, when rated for individual sub-system performance, could deliver all of the performance required for peak -- without using a fully-modeled simulation. Instead, sub-system simulations were used to validate sub-system designs.
The planning showed Excel where excess equipment performance was available and how it could deliver catch-up capability when needed. In addition, it allowed sub-system testing to be clear to measure and clean to test. As a design process, it worked.
The plant continues to break shipping records on a frequent basis. Iin answer to the question, "Where's the beef?" It's moving fast and accurately in Dodge City.