

How to Reduce Your Storage Footprint with Spiral Conveyors
Save floor space with a high-throughput and efficient spiral conveyor
In any warehouse or distribution facility, there are two critical—and usually very limited—commodities: time and space.
Warehouses and DC’s are limited by these two constraints – you basically have your square footage, your people, and 24 hours in a day—or less, if you aren’t running three shifts. These constraints drive us to refine processes and optimize performance. Let’s discuss a type of equipment that can save time and slash the need for space: spiral conveyors.
There is only so much floor space, so in order to expand operations on an existing footprint, warehouses look to utilize their vertical space by employing mezzanines, elevated conveyors, work platforms, pick modules. A spiral conveyor transports product to and from these types of equipment quickly and without interruption to the conveying process or additional material handling.
There are four key advantages to spiral conveyors: minimal floor space requirements, high throughput, low energy requirements, and ease of installation.
Space requirements
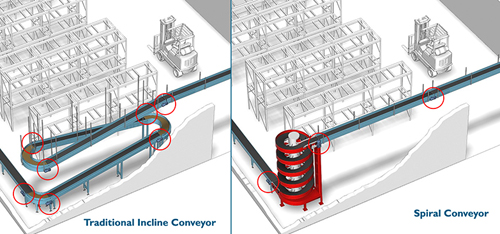
If there is a need to convey product to a different level in a warehouse, there are typically two ways to do it: incline conveyor or spiral conveyor (for some items, you can also employ vertical reciprocating conveyors). In terms of space requirements, a spiral conveyor is far and away the winner. It takes advantage of a warehouse’s vertical space and consumes minimal floor space while seamlessly integrating with existing conveyors.
Spiral conveyors work well to connect pick modules, mezzanines, multilevel buildings, and elevated conveyor lines. Multiple entry spirals, accumulation buffers, and high capacity spirals are just a few of the different models available to suit a warehouse’s specific challenges.
Excellent vertical throughput

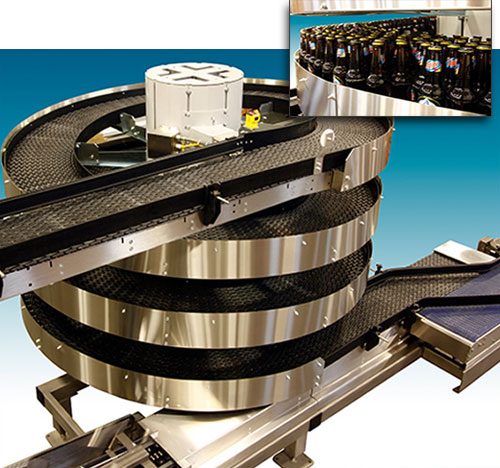
This is where valuable time can be saved: Spirals convey the load in a continuous flow allowing for high throughput. The spiral design allows more product (totes, cartons, bottles, etc.) to be moved within a compact space. Because of their design, spirals can run faster and more efficiently than most incline conveyors. Most spiral conveyors have the ability to move product safely in an upward or downward direction, which adds to their versatility.
Need even more throughput? Dual track spiral conveyors have two tracks within one spiral for double the product flow and density. Look at these videos – these Ryson Mass Flow Spirals handle full and empty bottles, cans, or jars up to 2,000 units per minute.
Reduced energy requirements
In most scenarios, spiral conveyors are low energy simply because they require fewer drives to operate. Take another look at the first figure. The incline conveyor uses seven drives, while the spiral conveyor solution utilizes three. The result is a 133 percent more efficient operation.
Ease of installation
Today’s warehouses are complicated. However, the simple design and machinery of spirals typically reduce integration costs. There’s less wiring, controls, and installation necessary. Spiral conveyors are often delivered in one piece, pre-assembled and tested.
Spiral conveyors are adaptable as well, in that they can be built to suit particular needs, in terms of size, speed, and environment (i.e. freezer).
Spiral conveyor resources
A spiral conveyor offers many advantages to the modern warehouse. Is it the right solution for your operation? See these resources for more information:
- High Capacity Spiral Conveyors
- Spiral Conveyors vs. Incline Conveyors
- Spiral Conveyors Product Overview

Tags: Space Optimization
Scott Stone is Cisco-Eagle's Vice President of Marketing with 35 years of experience in material handling, warehousing and industrial operations. His work is published in multiple industry journals an websites on a variety of warehousing topics. He writes about automation, warehousing, safety, manufacturing and other areas of concern for industrial operations and those who operate them.