

Accumulation Conveyor: How to Choose Zero or Minimum Pressure
What type of conveyor meets your needs?

Accumulation systems let you adjust drive pressure on the product to a minimum—or eliminate it completely. This is useful when you have to accumulate a long line of cartons without damaging any of them. It’s ideal for applications like machine feeding, case sealers or shipping area buffers. When integrated correctly, accumulation increases throughput and gives you precise control of your conveyor line, the products on it and the time they spend in various stages.
Accumulation systems let you adjust drive pressure on the product to a minimum—or eliminate the it completely. This is useful when you have to accumulate a long line of cartons without damaging any of them, so that they can move on to processes like loading, sorting, taping, strapping, palletizing or picking. Accumulation is ideal for applications like machine feeding, case sealers or shipping area buffers
Accumulation conveyors organize and protect conveyed loads
This technology lets you hold a line in place until you’re ready to send it to the next step down the line.
- Reduce congestion and jams on incline conveyors and spiral systems. One of the most useful ways to accumulate is onto a spiral conveyor, which can buffer hundreds of boxes in a tight footprint.
- Accumulation gives you labor flexibility along an assembly or packing line by allowing a single person to execute tasks at multiple stages. People can move from station to station when the conveyor system holds and queues its loads.
- Queue products as they enter a machine integration—anything ranging from packaging machinery to tunnel scanners.
- Established timed zones for items to cool, heat or otherwise queue until they are ready for the next process step.
- You can dictate the amount of time a product spends at each position, which creates buffer zones between processes that require varying amounts of time. For instance, a packer may spend more time on their task than the quality control or carton sealing stations downstream. Accumulation creates appropriately-timed queues between these functions.
Minimum vs. zero-pressure accumulation
- Minimum pressure allows loads to lightly touch on the line.
- Zero-pressure conveyors don’t allow any contact between products.
When to use minimum pressure conveyors
- Minimum pressure systems maintain minimal back pressure of the total live load—typically 2% to 5% of the cumulative weight of all cartons in the system.
- Under minimum pressure, your products touch—but don’t crush—each other.
- Adequate drive pressure to move the heaviest item on the conveyor must be balanced against back pressure exerted on loads.
This need for balance is all about maintaining a smooth flow throughout the system. Selecting an accumulation type is a balancing act.
Use minimum pressure for products that can make contact with each other without damage or positioning issues
Less than 40 pounds of back pressure can crush a carton, but you may need to ship flawless cartons in an e-commerce application, so dog-ears, divots or crumpled corners may be unacceptable. Items that have varying color finishes may rub against and discolor each other. If factors like this don’t apply to your operation, minimum pressure works well.
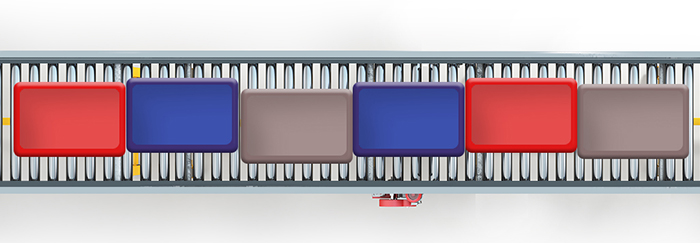
Above: totes on a conveyor line, conveyed under minimum pressure.
Uniformly sized totes can be conveyed under minimum pressure, but you should understand the total pressure so that totes don’t “wheelie.” Straight-side totes with no bevels behave more like cartons, and may not pop up. Solid items are also a good application assuming they lack labels or packaging that could be damaged.
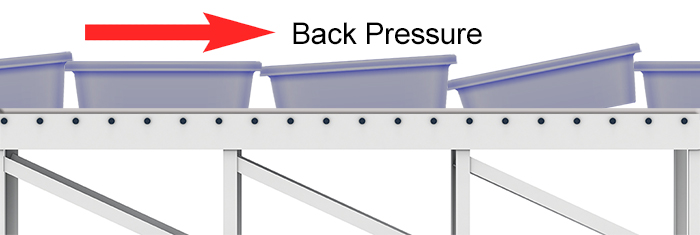
Above: totes on a conveyor line under back pressure forced into each other. The correct tote type may eliminate “pop-up” issues.
Minimum pressure systems have higher throughput
Minimum pressure has higher throughput rates than zero-pressure systems because it isn’t halting a long line of cartons as they move through a conveyor system. Preventing contact between loads makes the line slower and less space-efficient.
It’s cost-effective compared to zero pressure systems
Minimum pressure systems are less expensive than zero-pressure conveyors—about half the cost. It’s less complex and lets you convey more product on shorter runs of conveyor.
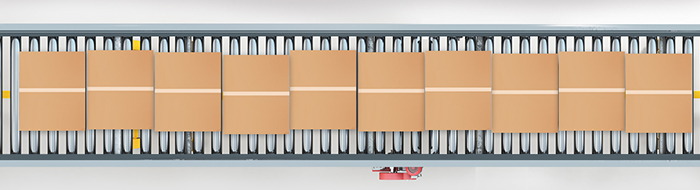
Above: a queue of cartons under minimum pressure, allowed to lightly make contact with each other. The same amount of cartons under zero pressure would occupy much more space on a conveyor line due to zones and gaps.
Use minimum pressure for infrequent accumulation
Accumulation is often used for applications like order queues or buffers—the sort of things that are done every day, all day. However, applications that don’t always need accumulation are ideal for minimum pressure.
Use minimum pressure for shorter accumulation lengths
Because longer conveyor lines exert more back pressure, minimum pressure systems are suitable for shorter zones. When accumulation zones are shorter, they create less cumulative pressure and reduce the need for zero contact. Zone lengths depend on load weights—the lighter the loads, the longer the zone can be. For example, you can use twice as long a conveyor line for 20-pound cartons than for 40-pound cartons.
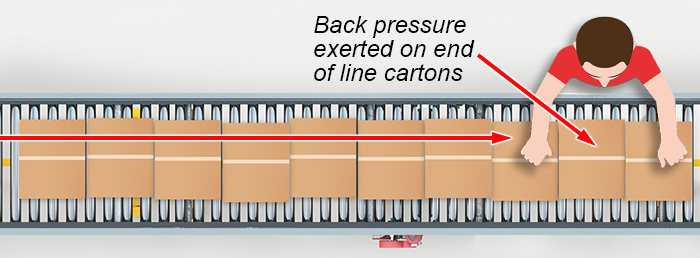
Above: cartons at the end of a minimum pressure line may become difficult to remove due to cumulative back pressure.
What happens at the end of the line? If your conveyor system is being unloaded by hand, remember that the cumulative pressure on the carton(s) at the end may make extraction difficult under too much back pressure. Some types of stops (like pop-up rollers) can indent cartons that are under too much pressure. If a box will crush at 40 pounds pressure, it will indent at something less than that, depending on the radius of the roller stop.
Use minimum pressure for similar or standard load sizes
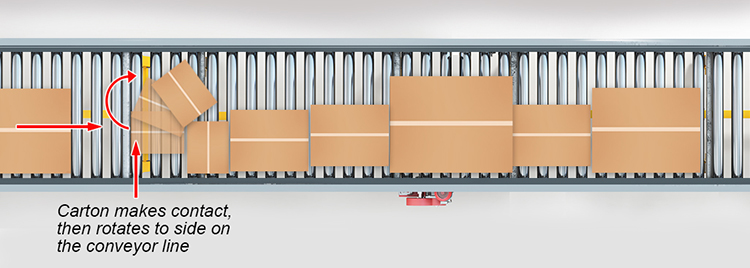
If your loads tend to be the same size, minimum pressure systems can be ideal. They’re problematic for variable loads. On a minimum pressure conveyor, loads that contact each other can shift on the conveyor under back pressure so that some rotate or move aside of others, which can cause issues with packing, scanning, diverters and machine integrations. If your loads are similar size and load shifting isn’t an issue, minimum pressure systems are a strong option.
Similar weight profiles: If a carton is significantly heavier than the one preceding it, the heavier item could damage the lighter one.
Don’t use minimum pressure accumulation through any curve or spur.
Anything that may change the product orientation should not be used with minimum pressure because contact between loads can alter load position on the line or even throw the loads off the conveyor under enough pressure. This includes curves and spurs. For those applications, use zero-pressure accumulation. The analogy is like trying to push a rope around a corner.
Slug mode vs. singulation mode
- Singulation mode acts like cars in traffic, sitting at a stop sign, which allows one car to move at a time. Each car stops at the sign, then moves forward individually. Singulation mode releases its loads one at a time. Singulation mode works best at the end of the line as the conveyor feeds its load to machinery or to operators.
- Slug mode is like a train: all cars move simultaneously until the front of the train reaches a stopping point. Slug mode is suitable for higher-speed applications like merging or sortation. Minimum pressure systems are usually in slug mode.
Zero-pressure accumulation applications
Zero-pressure systems prevent conveyed items from touching each other, without any back pressure.
Sensors on a zero-pressure system find and hold products until the first item in the queue has been released to the zone in front of it. In a carton application, this lets the cartons proceed in an organized, uniformly-spaced sequence to the next spot. Accumulation buffers are common in many distribution applications, particularly for e-commerce and other order fulfillment operations because they can hold products for picking, packing and quality control.
Lower operational costs
Minimum pressure systems are attractive because they’re about half the price of zero-pressure, but those savings are at the purchase price point. Zero-pressure systems can make those initial cost savings up in operational savings, including time, product damage and design flexibility. With design foresight and process understanding, we can help you specify a system that saves money at the time of purchase and into the future.
Use zero-pressure when your loads vary in size, dimension and weight

Above: a range of carton sizes on zero-pressure accumulation conveyor
For the same reasons that minimum pressure is inadequate for this type of application, zero-pressure excels. Because loads slot into zones and never touch each other, you can convey a broad range of products with varied sizes using this technology. Since products aren’t allowed to make contact, they can’t damage or cause positioning issues with each other.
Zero-pressure reduces noise levels
Because zero-pressure systems can utilize sleep mode, they tend to operate more quietly than minimum pressure conveyor. Flat belt conveyors, like Hytrol ABEZ, lower the drive belt when the zone isn’t engaged, which stops the rollers from spinning. This is quieter than constantly engaged rollers. 24-volt systems are capable of shutting down their motors, which is even quieter. These features also reduce energy consumption.
Zero pressure lets you create gaps without specialized gapping conveyors
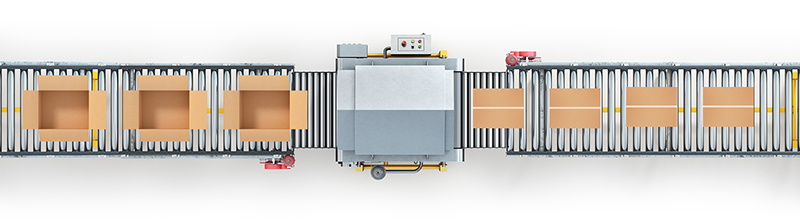
Above: for applications such as feeding a carton sealer, zero-pressure systems are ideal because they accumulate cartons into zones as they enter the process. Once taped, the cartons are then gently conveyed without pressure from the cartons behind them.

When product spacing is desired, zero-pressure systems are ideal. They let you create gaps between your items without gapper conveyors. This is useful for applications like feeding cartons to machinery or for processes that require people to manipulate the load on the conveyor line. It’s possible that you may need gapping technology for some higher-speed sortation operations.
Zero-pressure systems and nonstandard loads
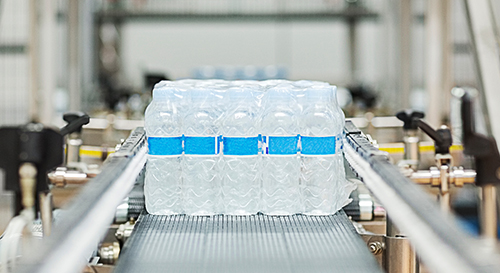
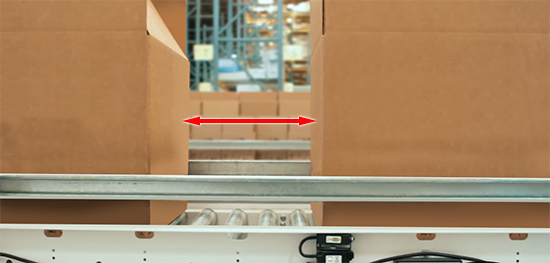
Above: the photoeyes used on most zero-pressure systems may not read this water bottle pack due to its reflective stretchwrap.
Because zero-pressure systems use photoeyes to scan for conveyed products, some loads may challenge them. For instance, photoeyes may not adequately perceive a wire basket. Reflective surfaces like stretch-wrapped items may also pose a challenge. Other items that lay flat may require different positioning of sensors, or different sensor types. This isn’t to say that you cannot accumulate these loads—you can—but it requires planning and comprehensive knowledge of all your loads and processes in the specification process.
High-throughput applications and zero-pressure accumulation
 Minimum pressure accumulation systems are faster than zero-pressure ones. A zero-pressure line must run at twice the speed of a minimum pressure line to achieve the same throughput. With the right design, zero-pressure systems can still reach high throughput rates, but the application must be engineered from the start.
Minimum pressure accumulation systems are faster than zero-pressure ones. A zero-pressure line must run at twice the speed of a minimum pressure line to achieve the same throughput. With the right design, zero-pressure systems can still reach high throughput rates, but the application must be engineered from the start.
Zero-pressure and transitions
Minimum pressure systems aren’t capable of dealing with transitions from the conveyor, such as curves and spurs. Zero-pressure systems can easily transition products from the accumulation line without causing jams, side-by-sides or falling items.
Accumulation is a balancing act
When you’re accumulating products for any application, there usually isn’t one answer or design that will work. You’ll need to balance a number of factors, ranging from costs to ergonomics to throughput and functionality across the system. All of the factors above matter and any of them can become your decision point as you move ahead with your conveyor system.
Zero pressure is better at longer conveyor lines, product variability, damage prevention and ergonomics. It’s more expensive than minimum pressure, but may offer lower costs of ownership. Minimum pressure systems offer much higher throughput rates, and are economical, but you’re limited in both load parameters and function. Either (or both) can work. Let us help you figure it out.
More resources
Download Cisco-Eagle’s guide to conveyors & systems
Well-executed conveyors and systems will optimize your operation–and we can help you make that happen. Cisco-Eagle’s detailed guide to conveyors gives you advice from our expert employee-owners, links, articles and more.
Download the guide today
Scott Stone is Cisco-Eagle's Vice President of Marketing with 35 years of experience in material handling, warehousing and industrial operations. His work is published in multiple industry journals an websites on a variety of warehousing topics. He writes about automation, warehousing, safety, manufacturing and other areas of concern for industrial operations and those who operate them.